

¿Qué es la dirección de una planta industrial hoy en día?
Las plantas industriales son el corazón de la producción global. En ellas se transforman materias primas en productos que usamos a diario, desde un simple rollo de papel de cocina hasta componentes de automoción o dispositivos médicos. La dirección de una planta industrial es, por tanto, una función crítica dentro de la cadena de suministro: de ella depende no solo la eficiencia y la calidad del producto, sino también el cumplimiento de los plazos, la seguridad del equipo humano y la sostenibilidad del proceso.
Si alguna vez te has preguntado cómo llega un producto tan cotidiano como el papel de cocina hasta tu hogar, detrás hay una cadena bien orquestada de aprovisionamiento, planificación, transformación, control de calidad, logística interna, embalado y distribución. Y cada uno de esos pasos se produce dentro o alrededor de una planta industrial.
Hoy en día, dirigir una planta ya no consiste solo en “producir más”. Se trata de liderar equipos multidisciplinares, implementar metodologías de mejora continua como Lean o QRM, tomar decisiones estratégicas basadas en datos, y garantizar la máxima agilidad operativa frente a entornos cambiantes. Todo ello sin perder de vista los objetivos de rentabilidad, excelencia operativa y servicio al cliente.
En este contexto, el rol del director de planta es más exigente que nunca: se espera que sea líder, gestor, técnico, estratega y agente del cambio, todo a la vez.
Más allá de la eficiencia: la fábrica como generadora de valor compartido
Una planta industrial no es solo un espacio donde se producen bienes. Es un ecosistema complejo donde conviven áreas con funciones muy distintas —producción, calidad, mantenimiento, logística y recursos humanos— que deben trabajar alineadas hacia un mismo objetivo: entregar valor al cliente de forma rápida, fiable y sostenible.
Sin embargo, en muchas organizaciones industriales estos departamentos operan como silos desconectados, con métricas y prioridades que no solo no coinciden, sino que en ocasiones se contradicen. Producción quiere maximizar la capacidad y reducir paros, calidad impone controles que ralentizan, logística presiona por flexibilidad y mantenimiento necesita detener máquinas para evitar averías mayores. Todo ello en un entorno que exige reducir costes, entregar a tiempo y mantener alta la satisfacción del cliente.
Cuando estas áreas no están alineadas, aparecen tensiones que afectan directamente al rendimiento global:
- Pedidos que llegan tarde porque se priorizó una orden más rentable.
- Costes ocultos derivados de reprocesos o paradas por falta de mantenimiento preventivo.
- Stock innecesario generado para “protegerse” de la ineficiencia del sistema.
- Y, lo más grave: un equipo desmotivado y sin visión común.
La verdadera gestión industrial avanzada empieza cuando todos los pilares comparten un enfoque sistémico. Esto implica que cada función entienda su rol dentro del flujo de valor, y que se definan objetivos compartidos, centrados no solo en eficiencia interna, sino en la entrega al cliente en tiempo y forma, con calidad y sin despilfarros.
Herramientas como Lean Manufacturing, QRM, o marcos como Hoshin Kanri ayudan a romper estas barreras funcionales, orientando toda la planta hacia una mejora coordinada y sostenible. Pero más allá de la metodología, lo que se necesita es una cultura de colaboración y propósito común.
Lean Manufacturing: eliminando desperdicios para ganar eficiencia
Hablar de gestión industrial es hablar, casi inevitablemente, de Lean Manufacturing. Esta metodología —archiconocida y ampliamente implantada en fábricas de todo el mundo— tiene su origen en el sistema de producción de Toyota en el Japón de la posguerra, y ha marcado un antes y un después en la forma de entender la eficiencia operativa.
Nacida en el exigente entorno del sector automovilístico, Lean Manufacturing se construye sobre un principio simple pero profundo: eliminar todo aquello que no aporta valor al cliente. En la práctica, esto se traduce en identificar y eliminar los “desperdicios” (o muda) dentro de los procesos industriales.
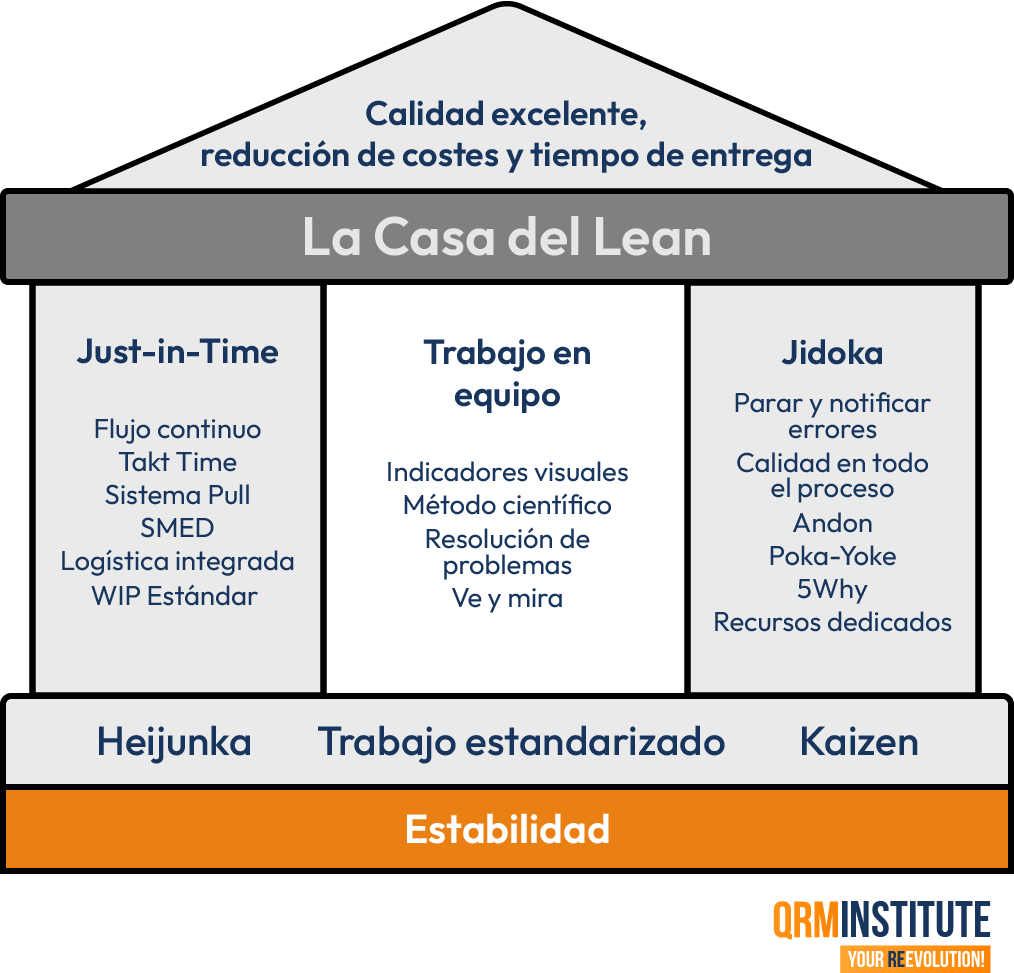
Los principios fundamentales del Lean Manufacturing
- Valor: definido desde el punto de vista del cliente final.
- Cadena de valor: identificar todos los pasos del proceso y eliminar los que no aportan valor.
- Flujo: conseguir que los procesos fluyan sin interrupciones, cuellos de botella ni esperas.
- Sistema pull: producir solo lo que el cliente necesita, cuando lo necesita.
- Perfección: mejora continua como cultura, no como proyecto puntual.
Herramientas clave de Lean
Lean Manufacturing se apoya en herramientas prácticas que permiten desplegar estos principios en planta:
- 5S: orden, limpieza y estandarización en el entorno de trabajo.
- SMED: reducción de tiempos de cambio para hacer producciones más ágiles.
- Kanban: sistema visual de gestión de flujo y reposición de materiales.
- Andon: sistema de alertas para problemas en línea.
- Poka-Yoke: dispositivos para evitar errores humanos.
- Value Stream Mapping (VSM): mapa de flujo de valor para identificar oportunidades de mejora.
Si quieres conocer mejor el tridente del lean (5S, SMED y TPM) te proponemos este artículo.
Las limitaciones del Lean en entornos actuales
A pesar de su probada eficacia, Lean Manufacturing fue diseñado para contextos con demanda estable y previsible, como ocurre en muchas fábricas de automoción. En estos entornos, donde se fabrican grandes lotes del mismo producto y se dispone de una planificación relativamente firme, Lean encaja como un guante.
Sin embargo, muchas plantas industriales actuales operan en condiciones muy distintas:
- Demandas personalizadas o altamente variables
- Tamaños de lote pequeños o incluso unitarios
- Tiempos de entrega ajustados e impredecibles
- Cambios constantes en prioridades y productos
En estos casos, aplicar Lean de forma ortodoxa puede generar frustración y rigidez, especialmente cuando se intenta imponer un sistema pull donde el flujo no es constante o el mix de producto cambia cada día.
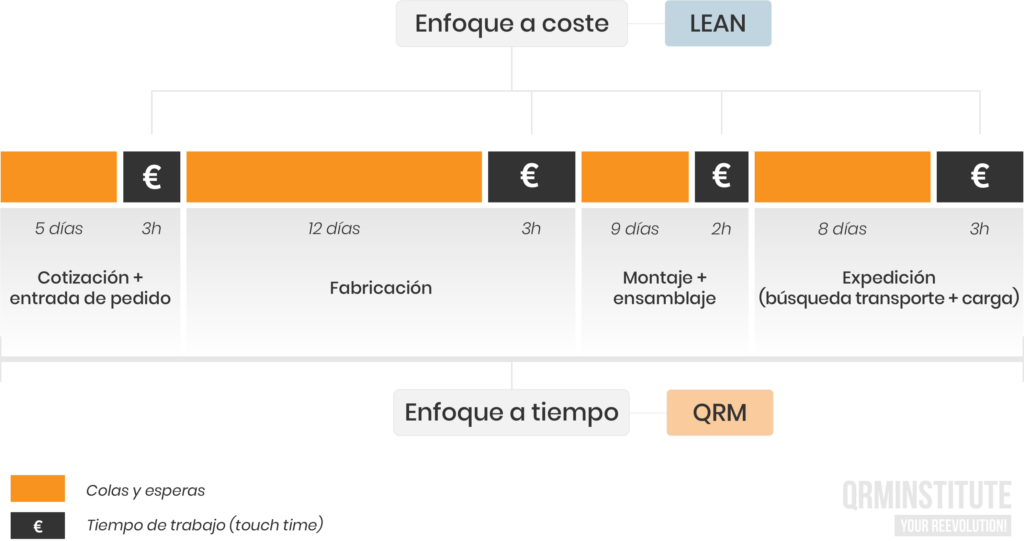
Lean vs QRM: cuándo aplicar cada metodología
Aquí es donde metodologías como el Quick Response Manufacturing (QRM) comienzan a cobrar protagonismo. QRM no reemplaza a Lean, sino que lo complementa en entornos donde la variabilidad, la personalización y la rapidez son prioritarias.
Mientras que Lean se centra en reducir el despilfarro, QRM busca reducir los tiempos de respuesta globales (lead times), siendo ideal para entornos complejos, inciertos o de producción bajo pedido.
En resumen, Lean sigue siendo una metodología esencial para cualquier planta que busque eficiencia, pero su aplicación requiere un análisis riguroso del tipo de demanda y producto. En un mundo donde la personalización y la agilidad son cada vez más clave, combinar Lean con otras metodologías como QRM se convierte en una ventaja competitiva real.
Si quieres ver más en detalle si en tu planta necesitas aplicar Lean o QRM, tienes disponible este artículo.
Quick Response Manufacturing (QRM): velocidad estratégica para entornos variables
En las últimas décadas, la industria ha cambiado radicalmente. Los mercados son más exigentes, los ciclos de vida de los productos son más cortos, y la demanda es cada vez más imprevisible y personalizada. En este contexto, ha ganado protagonismo una metodología desarrollada específicamente para estos nuevos retos: Quick Response Manufacturing (QRM).
Aunque no es nueva, QRM ha cobrado especial fuerza en los últimos 15 años, impulsada por la necesidad de adaptarse a entornos de alta variabilidad, productos a medida, plazos ajustados y estructuras cada vez más cambiantes, como los que define el mundo VUCA (volátil, incierto, complejo y ambiguo) o BANI (frágil, ansioso, no lineal e incomprensible).
¿Qué es el Quick Response Manufacturing?
QRM es una estrategia empresarial centrada en la reducción drástica de los tiempos de respuesta en toda la organización, no solo en producción. Fue desarrollada por Rajan Suri en los años 90, pero su aplicación se ha vuelto mucho más relevante en las últimas dos décadas.
La idea central es que reducir los lead times (tiempos totales de ciclo, desde el pedido hasta la entrega) mejora simultáneamente la calidad, el coste, la flexibilidad y el servicio al cliente.
¿Por qué QRM es diferente?
A diferencia de Lean Manufacturing —que se enfoca en eliminar desperdicios y requiere cierta estabilidad en la demanda y el flujo—, QRM abraza la variabilidad y se adapta mejor a la fabricación bajo pedido, lotes pequeños, productos personalizados y cadenas de suministro complejas.
Herramientas y conceptos clave de QRM
- Tiempo de Respuesta Manufacturero (Manufacturing Critical-Path Time, MCT): indicador central que mide el tiempo real de flujo de un producto o pedido.
- Células organizadas por mercado (QRM Cells): equipos multifuncionales que se enfocan en tipos específicos de productos o clientes.
- POLCA: sistema de control visual de flujo diseñado para entornos con alta personalización y baja repetitividad, donde Kanban no es efectivo.
- Estructura organizativa enfocada en el tiempo: cambios en la cultura, jerarquía y objetivos para que toda la empresa piense en términos de agilidad.
Comparativa Lean Manufacturing vs Quick Response Manufacturing
| Característica | Lean Manufacturing | Quick Response Manufacturing (QRM) |
|---|---|---|
| Origen | Toyota, sector automoción | Rajan Suri, sector personalizado |
| Enfoque principal | Eliminación del desperdicio | Reducción de lead time |
| Tipo de demanda ideal | Estable, predecible, lotes repetitivos | Variable, impredecible, personalizada |
| Método de control de flujo | Kanban | POLCA |
| Producción | En masa o grandes lotes | Bajo pedido, lotes pequeños |
| Visión del sistema | Optimización de procesos | Optimización del sistema completo |
| Aplicación fuera de producción | Limitada | Se extiende a oficinas, compras, logística |
| Flexibilidad | Limitada en entornos inestables | Alta, pensada para complejidad y variabilidad |
| Cultura organizativa | Jerarquía funcional optimizada | Equipos autónomos y células multifuncionales |
Reguladores de flujo: Kanban, CONWIP, POLCA y DBR
En una planta industrial, tener los recursos adecuados en el momento preciso no es solo una cuestión de eficiencia, sino de supervivencia. Para ello, se utilizan los llamados reguladores de flujo, sistemas que ayudan a controlar la producción y evitar tanto la sobrecarga como el desperdicio de capacidad.
Dependiendo del tipo de proceso, nivel de personalización del producto y estabilidad de la demanda, existen distintos sistemas de control de flujo. Los más conocidos son Kanban, CONWIP, POLCA y DBR (Drum-Buffer-Rope).

Kanban: visual y eficaz en flujos repetitivos
Originario del sistema de producción de Toyota, Kanban es un sistema “pull” que autoriza la producción o reposición solo cuando hay consumo. Utiliza tarjetas físicas o digitales que se mueven entre estaciones.
Ventajas:
- Muy efectivo en entornos repetitivos y estables.
- Visual, simple y fácil de implementar.
Limitaciones:
- No funciona bien con productos muy personalizados o con rutas de producción variables.
- Puede bloquear el flujo si hay cuellos de botella o cambios frecuentes en la secuencia.
CONWIP: flujo controlado por capacidad
CONWIP (CONstant Work In Process) es un sistema mixto entre push y pull. A diferencia de Kanban, no limita la producción por cada estación, sino por el total de trabajo en curso en todo el sistema.
Ventajas:
- Útil en entornos discretos y de baja repetitividad.
- Controla el inventario en proceso globalmente.
Limitaciones:
- Pierde eficacia si hay rutas muy diferentes entre productos.
- No prioriza fácilmente pedidos urgentes o con plazos ajustados.
DBR: enfoque desde la Teoría de las Limitaciones
DBR (Drum-Buffer-Rope) viene de la Teoría de las Restricciones (TOC) y se basa en sincronizar la producción con el ritmo del recurso más limitado (el “tambor”).
Ventajas:
- Centra la planificación en el cuello de botella real del sistema.
- Útil cuando una estación crítica condiciona todo el proceso.
Limitaciones:
- Requiere un control muy claro del cuello de botella y puede ser menos flexible en entornos de producto cambiante.
POLCA: ideal para entornos con flujos cruzados
POLCA (Paired-cell Overlapping Loops of Cards with Authorization) es un sistema diseñado específicamente para entornos de producción con alta personalización, rutas no lineales y gran variabilidad.
Funciona con tarjetas de autorización entre pares de estaciones de trabajo (células). Solo se puede iniciar una operación si hay disponibilidad en la siguiente célula, lo que evita la congestión aguas abajo.
Ventajas:
- Perfecto para flujos cruzados, como en planchistería industrial, donde un producto puede pasar por corte láser → plegado → insertos → soldadura → pintura → insertos → ensamblaje → tratamientos.
- Gestiona muy bien la capacidad en entornos variables, sin necesidad de planificar cada orden con precisión absoluta.
- Compatible con QRM, ya que ambos buscan reducir tiempos de respuesta.
Limitaciones:
- Requiere más configuración inicial y entendimiento del sistema.
- Menos conocido que Kanban, por lo que a veces se subestima.
¿Cuál es el mejor sistema?
La respuesta depende del tipo de producción. Pero en entornos industriales donde:
- Hay productos a medida o semiestándar
- Las rutas no son siempre iguales
- El trabajo salta entre procesos
- Se requiere adaptabilidad y rapidez
…POLCA es el regulador de flujo más eficaz.
Mientras Kanban brilla en producción en serie, POLCA es ideal para plantas modernas con flujos cruzados, como planchisterías, tratamientos de chapa o entornos con múltiples combinaciones de procesos.
¿Se puede digitalizar un regulador de flujo?
Si bien los reguladores de flujo físicos como las tarjetas Kanban o POLCA son ideales para entender la lógica del sistema, hoy en día no son suficientes para gestionar entornos industriales reales con alta variabilidad y dinamismo.
En plantas como una planchistería industrial, donde:
- Las prioridades cambian a diario,
- Las rutas de fabricación no son lineales,
- Hay múltiples procesos cruzados y puntos de decisión,
…el uso de tarjetas físicas se vuelve lento, opaco y difícil de escalar.
Ahí es donde entra en juego la digitalización del control del flujo. Herramientas como ePOLCA permiten mantener la lógica de autorización por capacidad entre células, pero añadiendo:
- Visibilidad en tiempo real del estado del sistema
- Trazabilidad completa de los pedidos y su avance
- Prioridades dinámicas y reprogramación ágil
- Indicadores visuales y dashboards personalizables
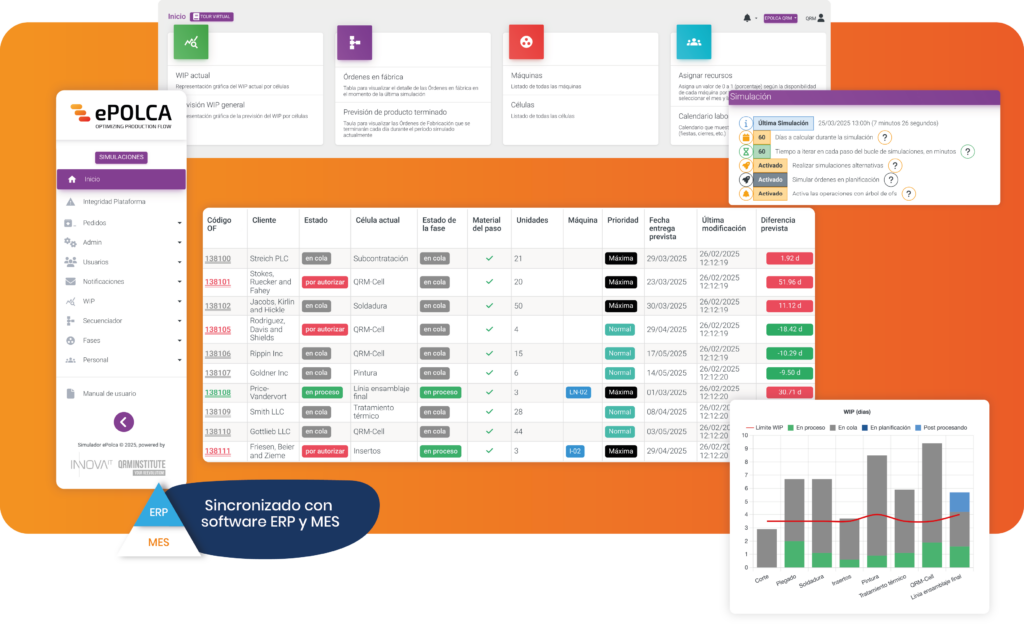
Además, su interfaz sencilla y visual hace que la implantación sea rápida y que el equipo adopte el sistema sin fricciones. ePOLCA no solo digitaliza un regulador de flujo: transforma la forma en que se toman decisiones operativas en planta.
Al integrar métodos de planificación colaborativa con un motor POLCA digitalizado, se consigue la combinación perfecta entre robustez metodológica y flexibilidad operativa.
Planificación industrial en entornos complejos: el papel de Demand Driven MRP
Uno de los grandes retos en la dirección de una planta industrial es la planificación y gestión del inventario en entornos variables, donde la demanda cambia, los plazos son ajustados y los sistemas tradicionales no responden con agilidad.
La mayoría de plantas sigue utilizando MRP clásico, basado en previsiones y reglas fijas. El problema es que este sistema:
- No responde bien a la variabilidad de la demanda.
- Genera recalculos constantes, órdenes urgentes y cambios de prioridades.
- Provoca roturas de stock de lo que hace falta y exceso de lo que no.
Para entornos industriales con alta complejidad, Demand Driven MRP (DDMRP) surge como un nuevo enfoque de planificación adaptativa, mucho más alineado con el mundo real.
¿Qué es Demand Driven MRP?
DDMRP es una evolución del MRP tradicional que combina los principios de Lean, TOC y planificación dinámica. Se basa en posicionar estratégicamente buffers (almacenes intermedios) dinámicos a lo largo de la cadena de suministro, calculados según:
- Variabilidad de demanda y suministro.
- Tiempo de reposición
- Nivel de criticidad del producto.
El sistema protege el flujo en lugar de seguir ciegamente la demanda pronosticada. Se adapta automáticamente a los cambios y da visibilidad real de lo que hay que reponer.
¿Qué aporta DDMRP a la dirección de planta?
- Reducción de roturas de stock y sobreproducción.
- Mayor estabilidad en el planning de planta.
- Mejor control visual de prioridades.
- Simplificación de decisiones en planificación.
- Reposición basada en la demanda real, no en previsiones volátiles.
DDMRP permite planificar de forma más inteligente sin necesidad de cambiar toda la estructura operativa. Se puede integrar progresivamente con el ERP o trabajar de forma complementaria con Lean, QRM y otras metodologías de mejora.
¿Encaja con tu tipo de planta?
Si tu planta:
- Sufre constantemente cambios en prioridades de producción
- Tiene inventarios altos pero falta de disponibilidad
- Usa sistemas MRP que generan mucho “fuego” cada semana
- Vive bajo presión comercial para responder rápido al cliente
… entonces DDMRP puede ser la herramienta clave que necesitas en tu estrategia de dirección avanzada.
Mejora continua en entornos industriales: del Kaizen al Kata
En una planta industrial, alcanzar la excelencia operativa no depende solo de grandes inversiones o tecnologías disruptivas. El verdadero salto de calidad se da cuando la mejora continua forma parte del día a día de todos los niveles de la organización. Es decir, cuando la planta no solo “hace”, sino que también piensa, aprende y mejora.
Aquí es donde entran en juego conceptos clave como Kaizen, Kata de mejora, PDCA y las metodologías estructuradas de resolución de problemas.
Kaizen: pequeñas mejoras, todos los días
Kaizen es una de las bases culturales del sistema Lean. Su significado literal en japonés es “cambio a mejor”. En el contexto industrial, se traduce en promover que todas las personas, desde operarios hasta directivos, busquen constantemente formas de mejorar su trabajo, por pequeñas que sean.
- No se trata de grandes proyectos, sino de ajustes diarios que reducen despilfarros, errores, tiempos muertos o movimientos innecesarios.
- Las ideas de mejora vienen de quienes hacen el trabajo y conocen sus problemas de primera mano.
El verdadero valor de Kaizen no está en la mejora puntual, sino en crear un hábito organizativo de observación, análisis y acción.
Kata de mejora: sistematizar el aprendizaje
Mientras Kaizen impulsa la mejora constante, el Toyota Kata propone una forma estructurada de entrenar esa mentalidad de mejora. Se basa en dos rutinas:
- Kata de mejora: un patrón de pensamiento para avanzar hacia una condición objetivo.
- Kata de coaching: una rutina de preguntas para que los líderes desarrollen el pensamiento científico en sus equipos.
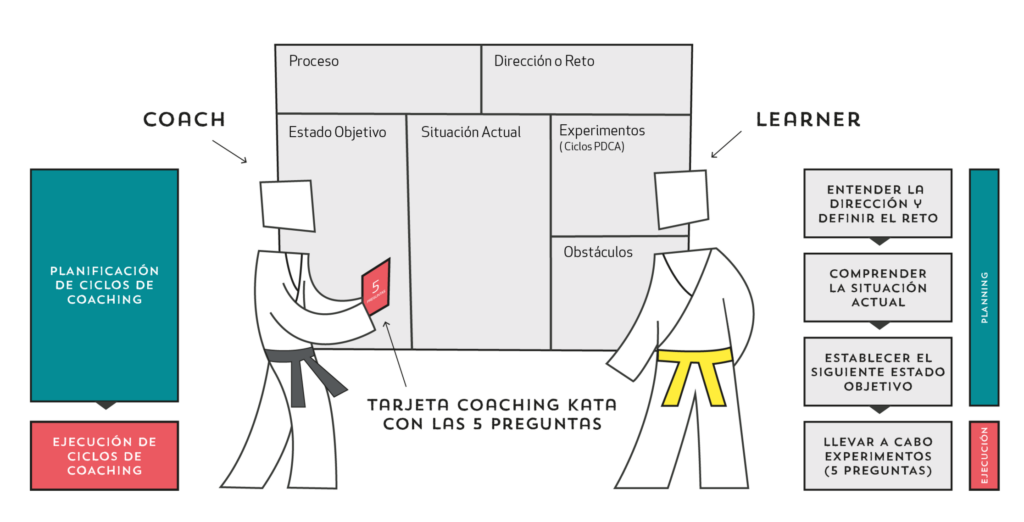
El objetivo es desarrollar una cultura donde los empleados actúan como aprendices constantes, con un marco simple pero poderoso:
- ¿Cuál es la condición objetivo?
- ¿Qué está ocurriendo ahora?
- ¿Qué obstáculo te impide avanzar?
- ¿Cuál será tu próximo paso (experimento)?
- ¿Qué aprendiste del último paso?
El ciclo PDCA: pensar, hacer, revisar, ajustar
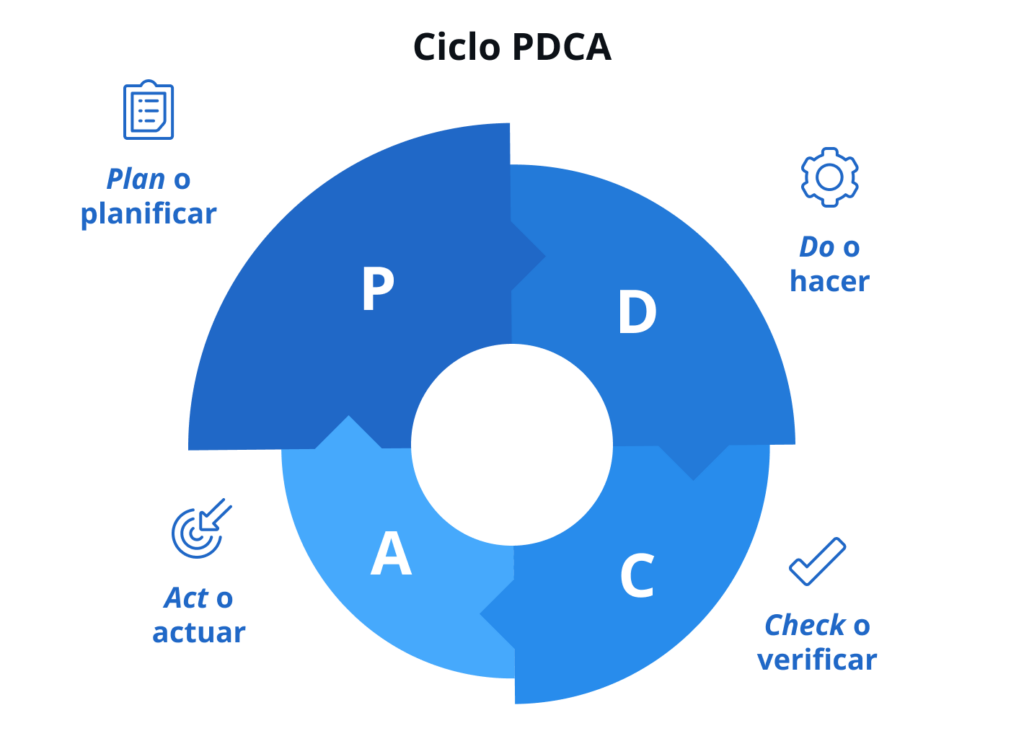
La mejora continua también se basa en el ciclo PDCA (Plan – Do – Check – Act), el pilar metodológico del pensamiento científico en la industria. Sirve como columna vertebral para abordar cualquier cambio o problema:
- Plan: analizar el problema y diseñar una solución.
- Do: implementar a pequeña escala.
- Check: evaluar resultados.
- Act: estandarizar si funciona o ajustar si no.
Aplicar PDCA de forma disciplinada ayuda a evitar soluciones improvisadas o sin análisis, y a sostener los resultados a largo plazo.
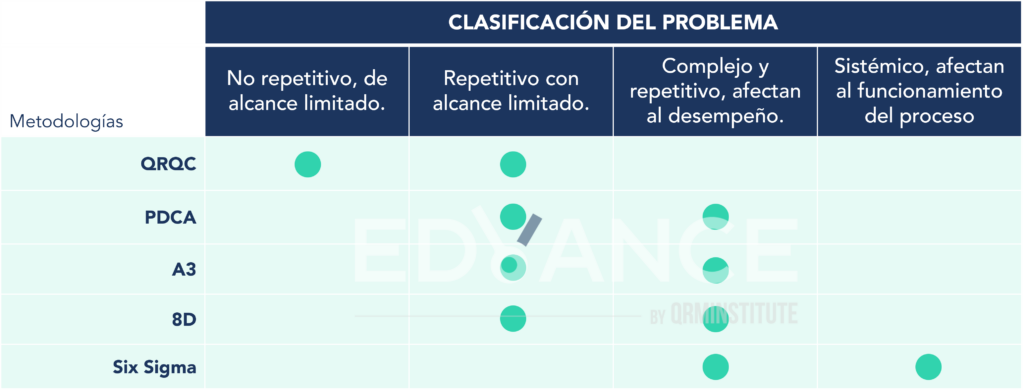
Herramientas estructuradas de resolución de problemas
En entornos industriales, cuando un problema se repite o tiene un impacto relevante en el proceso, los resultados o el cliente, conviene abordarlo con herramientas sistemáticas. Estas metodologías permiten ir más allá del “apagar fuegos” y enfocarse en la causa raíz, la acción correctiva robusta y la prevención sostenible.
Las más utilizadas son:
- A3 Problem Solving
Formato visual y estructurado que sigue el ciclo PDCA en una sola hoja. Ideal para fomentar el pensamiento crítico, la claridad en la comunicación y la toma de decisiones basada en hechos. - 5 Porqués (5 Why)
Técnica simple pero poderosa para llegar a la causa raíz haciendo preguntas en cadena. Muy útil como paso inicial en cualquier análisis. - Diagrama de Ishikawa (espina de pescado)
Herramienta para visualizar y categorizar posibles causas de un problema en grandes grupos: materiales, máquina, métodos, mano de obra, entorno y medición. - 8D (Eight Disciplines)
Muy utilizada en el sector automoción y aeroespacial. Pensada para problemas complejos, exige una estructura disciplinada, enfoque multifuncional, análisis profundo de causa raíz y acciones correctivas verificables y sostenibles. - Lean Six Sigma
Es una combinación de Lean Manufacturing (eficiencia, eliminación de desperdicio) y Six Sigma (reducción de la variabilidad y control estadístico).
Se basa en el ciclo DMAIC:- Definir el problema y los objetivos
- Medir datos clave del proceso
- Analizar las causas raíz
- Mejorar el proceso mediante soluciones verificadas
- Controlar los resultados para mantener las mejoras
Lean Six Sigma es especialmente eficaz en procesos con alta variabilidad, defectos o errores repetitivos, y combina herramientas estadísticas avanzadas con pensamiento estructurado. Su uso está extendido en sectores exigentes como automoción, pharma, alimentación o electrónica.
Gestión de la calidad industrial como ventaja competitiva
La calidad ya no es un valor añadido: es una condición para competir. En el entorno actual, donde los clientes exigen fiabilidad, trazabilidad y cumplimiento normativo, una planta que no garantiza calidad de forma sistemática pierde rentabilidad y reputación.
Control de procesos vs aseguramiento de la calidad
Controlar calidad no es solo inspeccionar al final. El enfoque moderno se basa en el aseguramiento de la calidad, que prioriza la prevención de errores a través del control de los procesos, no del producto. Se trata de diseñar procesos robustos y empoderar a los equipos para mantener estándares desde el origen.
Calidad en diseño y en ejecución
- Diseño: El producto debe ser concebido con criterios de fabricabilidad y robustez. Herramientas como el AMFE de diseño permiten anticipar fallos antes de fabricar.
- Ejecución: Asegura la repetitividad del proceso en planta. Se aplican AMFE de proceso, SPC y auditorías.
Normativas clave
- ISO 9001: gestión de calidad.
- IATF 16949: automoción.
- AMFE, PPAP, APQP: herramientas para análisis y planificación de la calidad.
Cumplir estándares no es solo una obligación: abre mercados y fideliza clientes exigentes.
Costes de la no calidad
Los fallos de calidad implican más que rechazos internos:
- Retrasos, penalizaciones, reprocesos y pérdida de confianza.
Reducir la no calidad impacta directamente en la rentabilidad operativa.
Liderazgo industrial y equipos autogestionados
En muchas plantas industriales, la eficiencia no se frena por falta de tecnología, sino por falta de liderazgo efectivo. La cultura tradicional —basada en mando, control y órdenes— ha generado entornos donde los operarios se limitan a cumplir, sin implicarse ni aportar mejoras. Esta falta de autonomía y reconocimiento apaga la motivación y reduce el potencial del equipo.
Liderazgo de servicio y consciente
El nuevo paradigma del liderazgo industrial es el liderazgo de servicio y consciencia:
- Escucha antes de imponer.
- Acompaña antes que dirigir.
- Desarrolla personas en lugar de controlar tareas.
Un líder industrial eficaz no da respuestas, hace preguntas. Se convierte en un facilitador que construye entornos seguros, donde los equipos pueden aprender, equivocarse y mejorar.
Equipos autogestionados
Los equipos autogestionados son aquellos que:
- Conocen sus objetivos y tienen herramientas para alcanzarlos.
- Resuelven problemas en el momento, sin esperar a un jefe.
- Se organizan, comunican y mejoran su propio trabajo.
Esto no significa anarquía: requiere estándares, formación, confianza y acompañamiento. Pero cuando se logra, el impacto en compromiso, calidad y productividad es enorme.
Comunicación eficaz en planta
Muchos conflictos en planta no se deben a la falta de capacidad, sino a la falta de comunicación clara, directa y respetuosa. La comunicación operativa eficaz implica:
- Reuniones breves y estructuradas (gemba walk, 5 min meetings).
- Escucha activa.
- Feedback inmediato y enfocado en hechos.
Una cultura de comunicación fluida mejora el clima laboral y evita malentendidos, bloqueos y frustraciones.
Formarse para dirigir una planta industrial
Dirigir una planta industrial hoy no es solo cuestión de experiencia técnica. Es una responsabilidad estratégica que exige una combinación sólida de conocimientos en producción, personas, mejora continua, liderazgo, planificación y agilidad operativa.
Y eso no se aprende improvisando. Se construye con formación estructurada, aplicada y diseñada para el mundo real.
Formación especializada con impacto real
En Edvance by QRM, entendemos qué necesita un profesional para dar el salto a la dirección. Por eso, nuestros programas están diseñados junto a líderes industriales reales, con metodologías que ya se aplican en planta, y con un enfoque que integra conocimiento técnico, visión de negocio y transformación personal.
Máster en Dirección Avanzada de Plantas Industriales (MDAPI)
El programa más completo para quienes quieren liderar una planta con solvencia.
- Metodologías como Lean Manufacturing y QRM, aplicadas sobre entornos reales.
- Certificaciones oficiales, workshops y acompañamiento directivo.
- Formación semipresencial o 100% online, para profesionales en activo.
- Coaching industrial y desarrollo del liderazgo consciente.
- Casos reales, visitas a planta y comunidad de alto nivel.
Diseñado para profesionales con experiencia, el MDAPI consolida la trayectoria técnica y la transforma en liderazgo industrial efectivo.
Posgrado en Dirección de la Producción
Para quienes ya están en producción y buscan gestionar con visión estratégica.
- Mejora de procesos, planificación, indicadores y sistemas productivos.
- Orientado a mandos intermedios que quieren avanzar hacia dirección.
- Enfoque práctico, profesores de planta y herramientas actuales.

